ELECTROFUSION BEST PRACTICE
PIPA POP001: What It Is, and Why Every Step of the Electrofusion Process Matters
If you weld polyethylene (PE) pipe for a living, you’ve probably heard someone mention “POP001” – usually right before they explain why a joint failed. It’s one of the most referenced technical guidelines in the PE pipeline industry, and for good reason: it’s the closest thing Australia has to a rulebook for getting electrofusion right.
This guide breaks down what POP001 actually is, walks through the best practice steps it sets out, and explains why skipping any one of them puts the whole joint – and the project – at risk.
What Is PIPA POP001?
POP001 is a technical guideline published by the Plastics Industry Pipe Association of Australia (PIPA). Its full title is *Electrofusion Jointing of PE Pipe and Fittings for Pressure Applications*, and it’s currently on its ninth issue.
The guideline sets out industry best practice for electrofusion jointing — covering everything from fitting and pipe quality, through welder certification, tools and equipment, site setup, joint preparation, the welding process itself, post-fusion checks, and the quality records that prove a joint was done properly.
It applies to pipe and fittings manufactured to the relevant Australian and New Zealand pressure pipe standards, and it’s written for installers, asset owners, and anyone else who needs assurance that an electrofusion joint will perform for the life of the asset.
In practice, POP001 is treated as the benchmark. Water authorities, gas utilities, and principal contractors commonly expect installers to be working in line with it — and increasingly, to be able to prove it.
Why POP001 Exists
Electrofusion looks straightforward from the outside: clamp a fitting onto a pipe, run a current through it, wait. But the strength of that joint depends on dozens of small decisions made before the weld ever starts – how the pipe was prepared, how clean the surface was, whether the fitting was properly aligned, whether the joint was disturbed while cooling.
Get any of those wrong and the result isn’t always obvious. A poorly prepared joint can look fine on the outside and still fail under pressure months or years later. That’s the risk POP001 is designed to manage – by turning “experience and judgement” into a documented, repeatable process that produces a consistent result regardless of who’s holding the welding machine.
The Best Practice Steps in POP001 – And Why Each One Matters
1. Start With Compliant Materials
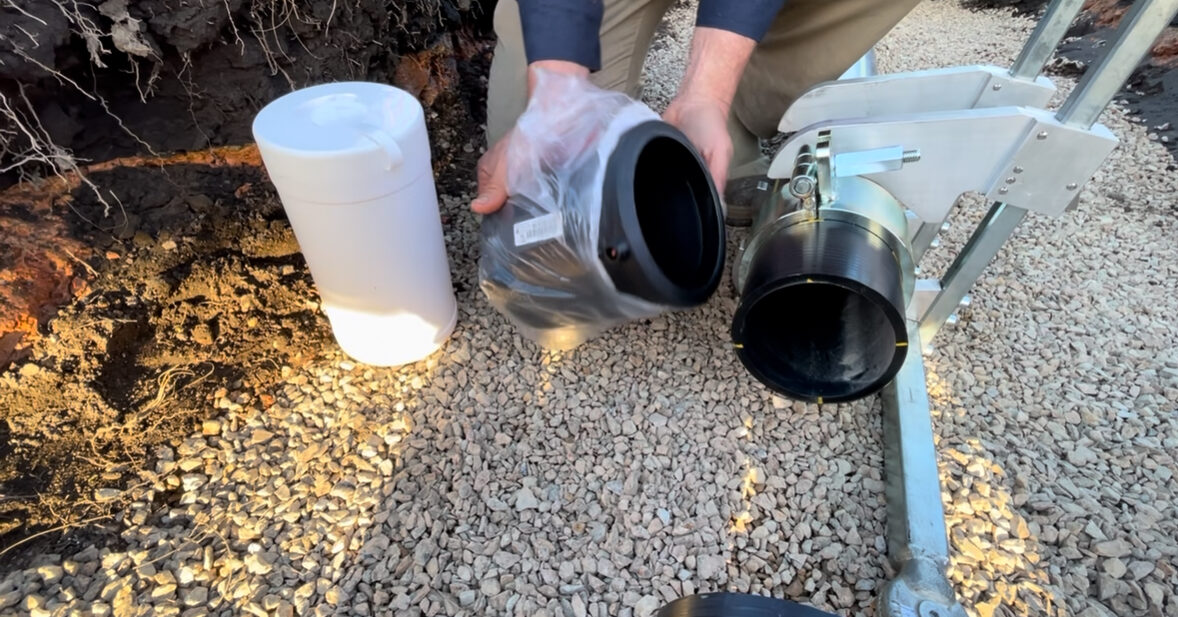
Before any welding happens, the pipe and fittings themselves need to meet the relevant Australian standards. Electrofusion fittings should be stored correctly – sealed, undercover, within the manufacturer’s temperature range – right up until the moment they’re used.
Why it matters: A fitting that’s been left out in the sun, damaged in storage, or exposed to contamination is compromised before the welder even opens the packet. No amount of good technique fixes a bad starting point.
2. Use a Certified, Competent Welder
Australian standards require electrofusion installers to hold current certification in the electrofusion unit of competency, with hands-on experience relevant to the equipment and pipe sizes they’re working with.
Why it matters: This is the single biggest factor in weld quality. A certified welder isn’t just someone who’s watched the process – they’ve been assessed on their understanding of “why” each step exists, which is what stops them from cutting corners under time pressure.

3. Have the Right Tools on Site
Electrofusion demands a specific toolkit: a calibrated welding machine, a reliable generator, diameter tape, pipe cutting and peeling tools, alignment clamps, re-rounding tools, a temperature measuring device, and approved cleaning wipes – among others.
Why it matters: Improvising with the wrong tool (a hand scraper instead of a mechanical peeler, or a chainsaw run with lubricating oil) introduces contamination or inconsistency that can’t be corrected later in the process.
4. Control the Site Conditions
Electrofusion welding machines have operating limits – typically -10°C to 45°C – and pipe surface temperature in direct sun can climb well above ambient. Wind, rain, mud, and dust in a trench can all contaminate the weld surface before welding even starts.
Why it matters: Electrofusion is a chemistry-and-pressure process, not just an electrical one. Contamination or extreme temperature differentials between the pipe and the welding machine change how the joint fuses – and that’s not something you can see or fix after the fact.
5. Inspect and Measure the Pipe
Before preparation begins, the pipe needs checking for damage, ovality, flat spots, end squareness, and correct outside diameter. Freshly cut PE pipe can also revert (change shape slightly) after cutting, which needs to be checked for and corrected.
Why it matters: Ovality and flat spots create uneven gaps between the pipe and the fitting. Even a small gap in the wrong place means the fusion zone doesn’t make full contact – which is where most joint failures begin.
6. Peel and Prepare the Joint Surface
PE pipe develops a thin oxidised layer on its surface from manufacture and UV exposure. This layer has to be mechanically peeled away – to a specific minimum depth depending on pipe size – to expose clean material underneath.
Why it matters: That oxidised layer acts as a physical barrier to fusion. If it’s not fully removed, the joint can look complete but fail under load – brittle failure is a known outcome of incomplete peeling.
7. Clean the Weld Zone Properly
Once peeled, the surface must be cleaned with approved electrofusion wipes – not rags, not general solvents – and allowed to fully dry before welding.
Why it matters: Sweat, sunscreen, dirt, and even residue from the wrong cleaning product can all contaminate a freshly peeled surface. A joint that’s contaminated at this stage will never fuse correctly, no matter how well the rest of the process is followed.
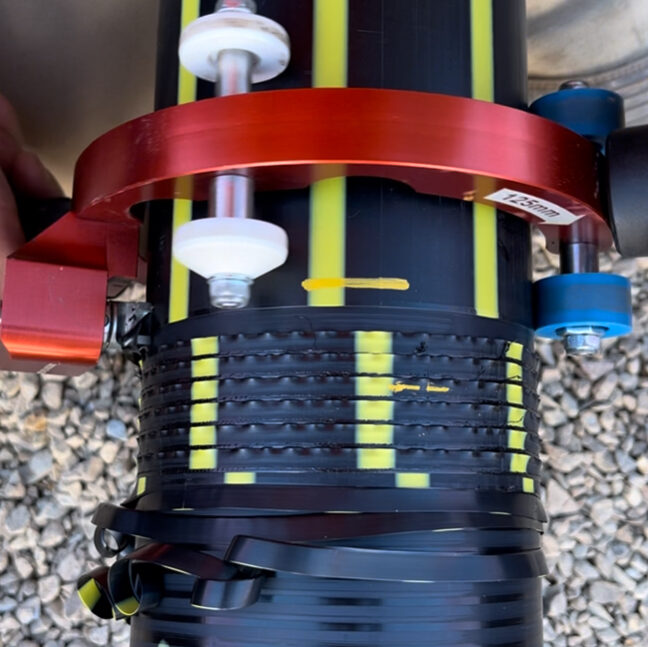
8. Align and Clamp the Joint
The pipe needs to be inserted to full depth and held in place with alignment clamps for the entire fusion and cooling period. Witness marks are used to confirm correct positioning, especially on fittings without built-in centre stops.
Why it matters: Misalignment can displace the fitting’s internal heating wires, cause premature heat loss, or lead to melt escaping the joint – all of which weaken the weld. Disturbing the joint during cooling can undo a perfectly good weld in seconds.
9. Run the Weld – And Respect the Cooling Time
The welding machine reads the fusion parameters from the fitting’s barcode or auto-recognition system. Once the weld cycle finishes, the joint needs to cool undisturbed for the full time specified – which can take considerably longer than the weld itself.
Why it matters: PE is a good insulator, so it holds heat. A joint that’s moved, pressurised, or “helped along” with water cooling before it’s properly set can fail even though the weld cycle itself completed without error.
10. Carry Out Post-Fusion Checks
After welding, the joint should be checked for a completed cycle with no error codes, no unusual deformation, no melt escaping the fitting, and visible peeling beyond the fitting’s edges. Melt indicator pins confirm pressure developed – but they don’t confirm the weld was successful on their own.
Why it matters: This is the last opportunity to catch a problem before the pipe goes into service. Skipping it means finding out about a bad joint only when it leaks.

11. Keep Quality Records
A complete weld record should capture project details, welder ID, equipment used, pipe and fitting information, and the outcome of every check along the way.
Why it matters: Without records, there’s no way to trace a failed joint back to its cause – or to prove, during an audit or a client review, that the work was done to standard in the first place.
The Common Thread
Look at that list and a pattern emerges: almost every failure point in electrofusion traces back to preparation, not the weld cycle itself. The welding machine does the same thing every time – it’s the human decisions before it (how the pipe was cut, how it was peeled, how clean the surface was, whether the joint was left alone to cool) that determine whether the joint holds.
That’s exactly why POP001 exists, and exactly why certification matters more than experience alone. A qualification doesn’t just teach someone to operate a welding machine – it teaches them to recognise every point in this process where a shortcut becomes a failure waiting to happen.
Turning Best Practice Into a Qualification
Reading POP001 is a good start. But Australian standards require electrofusion installers to hold current certification – assessed competency, not just familiarity with a document – before carrying out electrofusion jointing on pressure pipe.
Lernna delivers nationally recognised training in PMBWELD302E – Join Polyethylene Plastic Pipes Using Electrofusion Welding, alongside PMBWELD301E – Join Polyethylene Plastic Pipe using Butt Weld, through a blended model combining online theory with hands-on practical assessment in Brisbane, Sydney, Melbourne, and Perth.
If your team is working to POP001 in the field, the qualification is what proves it – to clients, to asset owners, and during audits.