How does electrofusion work?
Electrofusion: how it works
Electrofusion (often called EF) is a trusted way to join PE pipe when butt fusion isn’t practical for example, when adding valves, elbows or tees, or when working in tight spaces where moving pipe just isn’t an option.
Each electrofusion fitting has its own weld settings, such as fusion time, built into a barcode on the fitting. These settings are either scanned into the welding control box or, with some machines, picked up automatically as soon as the fitting is connected. This takes the guesswork out of the process and helps ensure every weld is done to spec.
During welding, the electrofusion control box sends electrical current through metal coils inside the fitting. As the coils heat up, the plastic around them melts and forms a pool of hot material. This molten plastic comes into contact with the pipe surface, which also begins to melt as the heat continues.

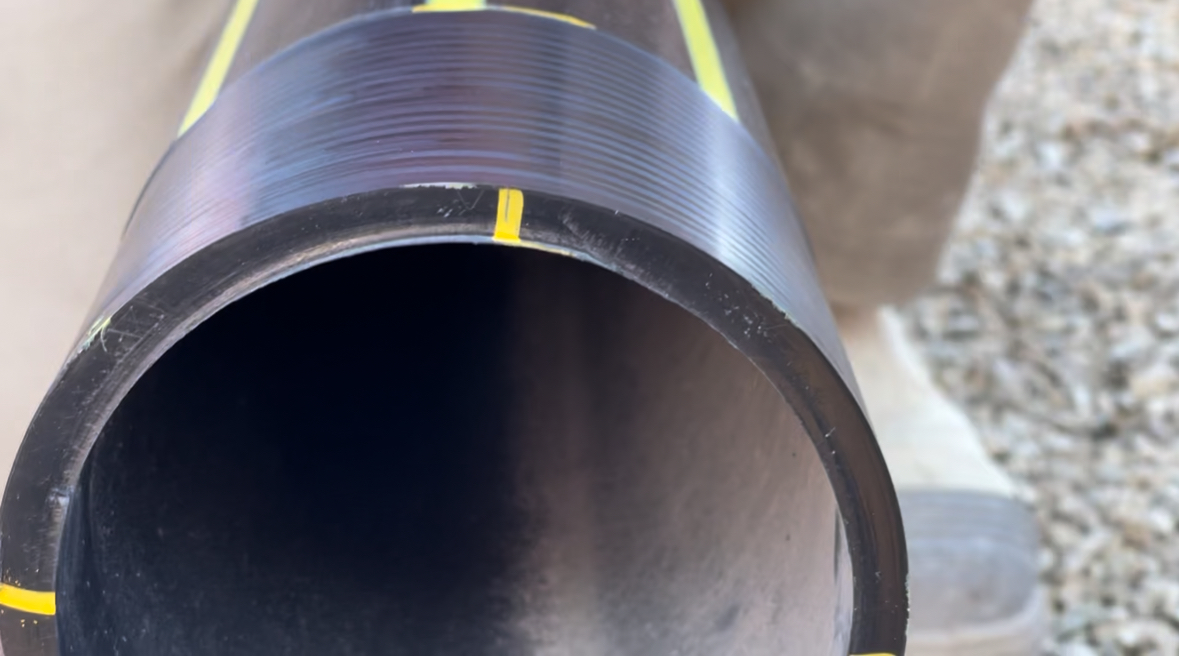
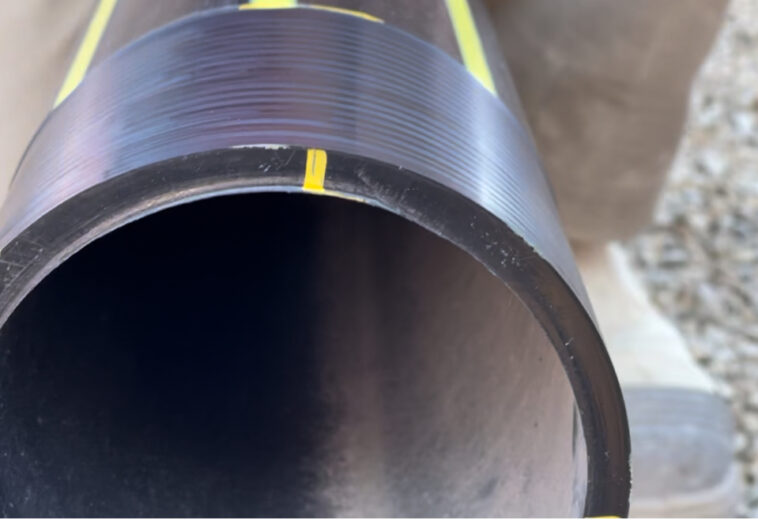
Checking pipe OD
As the plastic melts, pressure builds up inside the fitting due to its design. This pressure forces the softened pipe and fitting material together, allowing them to mix properly. That mixing is what creates a strong, reliable weld. Once the weld cycle finishes, the joint is left undisturbed to cool, allowing the plastic to solidify into a permanent connection.
As the coils heat and cool, hot and cold zones (sometimes called melt and freeze zones) form within the fitting. The length and position of these zones are carefully designed to generate the right melt pressure and even heat distribution, which is critical for weld quality.
Key fusion factors – temperature, pressure and time – are all controlled by the electrofusion control box. The machine uses the fitting’s barcode or built-in data to apply the correct settings and automatically records a full weld report with all the relevant details.

Pipe ovality
Electrofusion Steps
1. Verify Materials and Equipment
Confirm the pipe and electrofusion fittings are compatible (same material grade, SDR and manufacturer requirements). Check that the electrofusion control unit (ECU) is in calibration, power supply is stable, and all clamps, scrapers and cleaning materials are fit for purpose.
2. Clean, Cut and Square the Pipe
Cut pipe ends square using an approved pipe cutter or saw. Out-of-square cuts can cause misalignment, uneven heating and weak joints. Remove burrs and swarf from the cut ends.

3. Mark Insertion Depth
Mark the correct insertion depth on the pipe using the fitting manufacturer’s specifications. This ensures full engagement of the pipe within the fitting and confirms that the pipe does not move during welding.

4. Prepare the Pipe Surface (Peeling)
Mechanically peel the outer surface of the pipe to remove the oxidised layer and contaminants. Peeling must be even and continuous over the entire fusion zone. Hand scraping or incomplete scraping is a common cause of joint failure.

Screenshot
5. Clean the Fusion Area
Immediately clean the peeled pipe surface and the inside of the fitting using approved cleaning wipes or isopropyl alcohol. Do not touch cleaned surfaces with bare hands. Contamination at this stage will compromise fusion quality.
6. Assemble and Clamp
Insert the pipe fully into the electrofusion fitting up to the marked depth. Use approved alignment clamps to hold the joint square and prevent movement. Pipe movement during fusion or cooling will weaken the joint.
7. Connect the Electrofusion Control Unit
Connect the ECU leads to the fitting terminals. Scan the barcode (or manually enter parameters) to load the correct voltage and fusion time for the fitting. Confirm ambient temperature is within the allowable range.
8. Fuse the Joint
Initiate the welding cycle. The ECU applies controlled electrical current to the embedded heating coils, melting the fitting and pipe surface simultaneously. Molten material flows together, forming a homogenous joint. Do not disturb the joint during the fusion cycle.
9. Observe Fusion Melt Indicators
Monitor fusion melt indicators (where fitted) to confirm melt and expansion. Allow the full fusion time to complete – do not interrupt the cycle unless a fault is identified.
10. Cooling Period
Allow the joint to cool naturally for the manufacturer-specified cooling time while remaining clamped. Early movement or loading during cooling can result in internal cracking or incomplete fusion.
11. Remove Clamps and Inspect
Once cooling time has elapsed, remove clamps and visually inspect the joint. Check insertion depth marks, fusion indicators, alignment and bead formation (if applicable). Record weld data where traceability is required. Only pressure test once the weld has fully cooled.

Key Points for Quality Electrofusion Welds
- Correct pipe preparation is critical
- Scraping and cleaning must be done immediately before assembly
- No movement during fusion or cooling
- Follow manufacturer parameters every time
Done correctly, electrofusion produces strong, leak-free joints suitable for critical water, wastewater and gas pipeline applications.
Who Can Perform Electrofusion?
Electrofusion work is typically carried out by trained and authorised pipeline professionals, including:
- Pipeline welders and technicians specialising in PE (polyethylene) pipe systems
- Plumbers and gasfitters working on water, sewer, gas and pressure pipelines
- Civil construction and utilities crews installing underground infrastructure
- Water authorities, gas utilities and contractors responsible for network upgrades and maintenance
- Mining, industrial and energy sector workers installing HDPE pipelines in demanding environments
Because electrofusion joints are permanent and often used in critical assets (gas, water, sewer, mining slurry lines), the work must be carried about by those who have completed PMBWELD302, demonstrated competency, and are approved by the asset owner or principal contractor in line with Australian Standards and industry specifications.

Lernna is a specialist Registered Training Organisation focused solely on electrofusion and butt welding across Australia. Our goal is simple: lift standards, lock in best practice, and make sure the people building and maintaining critical pipeline infrastructure are trained to do the job properly – every time.
We work closely with industry to deliver training that’s practical, compliant and aligned with Australian Standards, current technology and real-world conditions. With experienced trainers, straight-talk instruction and a strong safety focus, we help tradespeople build skills they can trust on site and assets that last long term.
Curious? Take a look at the courses we offer.
- 177 views
About Author 01.

Mark HABEL
Mark has over 15 years experience in the game and is a regular speaker and contributor at industry events.